ぶ厚い金属板を滑らかに曲げる加工技術

板厚70mmのぶ厚い金属板を滑らかに精確に曲げる、山十佐野製作所が独自に培った極厚ロール曲げ加工技術。新たな製品開発の可能性を拡げます!
ロール曲げ加工技術は、一般的には板厚1.5mm~16mm程度、もしくは厚くても25mm程度までを想定しています。
しかし弊社では、顧客の皆様からの様々なニーズに応えるべく、板厚30mm~70mm程度の加工が可能なベンディングロールを導入し、独自の技術を培ってきました。これにより、他社では加工できない「極厚で曲げ径が小さい(最小半径150mm)」ロール曲げ加工を行うことが可能です。
今まで断念されていた製品開発の可能性を、極厚ロール曲げ加工技術が拡げます。
例えばぶ厚い板を曲げて円筒を作り、それを精密に切削加工して、大型洗浄機用ドラムや製紙機械用スリーブ、ガラス製作用簡易金型などを製作する、といった利用方法が可能です。
また、建設杭の補強部品など、円筒やアーチ状で頑強な部品が必要な場面でも活躍します。
応用事例

抄紙機スリーブ
製紙工場で使われる抄紙機のスリーブ部品のケースでは、「サイズによってパイプの規格品が無い」または「少ししか必要ないので規格品を買うともったいない」といった問題がありました。 そこで極厚ロール曲げと溶接で長さ500mm程度のステンレスパイプを作り、内外面を精密に切 削してから輪切りにするという方法でコスト削減を実現しています。

回転鋼管杭用金具部品
また、回転鋼管杭用金具部品のケースでは、折り曲げ (ベンダー曲げ)による加工も検討対象でしたが、下で説明されているように極厚ロール曲げの方が低コストとなる(材料を節約できて工数も少なくなる)ことから、大手ゼネコングループ様向けの部品工法として採用していただきました 。
ベンダー曲げ(プレスブレーキ曲げ、FR曲げ)と比較して大幅に作業工程が削減され、コストダウンに大きく貢献します。
極厚の板を曲げる技術には弊社の極厚ロール曲げ加工技術の他に、プレスブレーキ機によるベンダー曲げがあります。
ベンダー曲げでは、
- 端まで曲げられないため板の両端に余長が必要
- 曲げる前のケガキ作業や曲げた後の切断加工といった工程が発生
- ひと巻で加工することができないため半円1組での加工となり溶接個所が倍増する
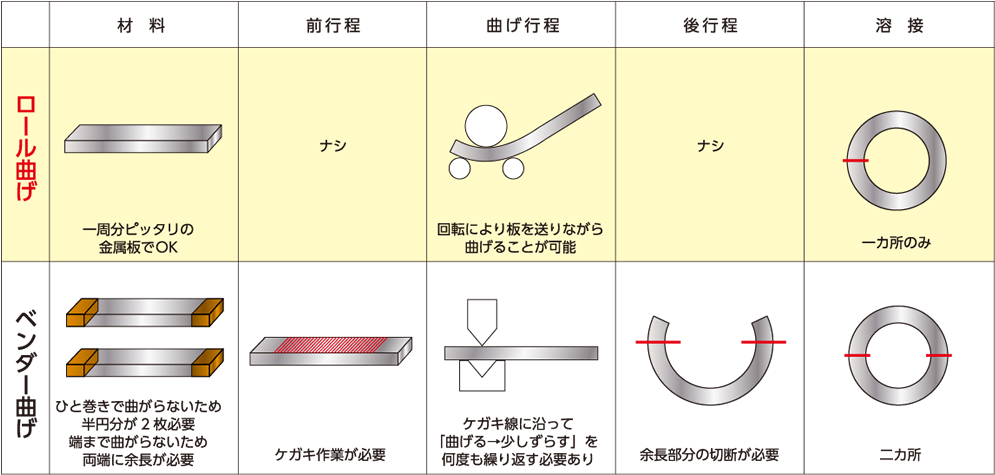
- ベンダー曲げのようなケガキ作業は必要ありません。
- およそ70mmまでの極厚板まで対応可能です。
- シリンダーが左右に移動する仕組みにより、両端に余長は必要ありません。
- 溶接個所が1か所(1シーム)で済みます。
- 直径の誤差は±2mm程度で収まります(形状によって異なります)。


他の工法との比較
以下の表は、パイプ(鋼管)製作において、厚いものに適しているか、短いものに適しているか、小ロットに適しているか、材料に無駄なコ ストはないか、という視点で工法別にメリット・デメリットをまとめたものです。
| 厚いもの | 短いもの | 小ロット | 材料コスト | 特徴 | |
|---|---|---|---|---|---|
| 極厚ロール曲げ | 〇 | 〇 | 〇 | 〇 | 溶接が1シームで済み、材料に無駄がないため低コストで製作可能です。 |
| ベンダー曲げ(プレス曲げ) | 〇 | 〇 | 〇 | △ | 溶接が2シームとなり、材料も「つかみしろ」として余分に必要となるためロール曲げと比べるとコストが高くなります。 |
| 鋳造 | 〇 | 〇 | × | 〇 | 木型・砂型・金型を作る必要があるため大量生産でないとコストメリットがありません。また、シームレスにはなりますが鬆(す)が発生してしまう可能性があります。 |
| リング鍛造 ローリング鍛造 |
〇 | 〇 | 〇 | △ | シームレスで高い強度の円筒を製作可能ですが、ディスク状の鋼材の中心部に穴をあけてから加工するのでその分の材料コストが余分にかかってしまいます。 |
| 引抜鋼管 引抜パイプ |
〇 | × | △ | 〇 | シームレスで精密なパイプを大量生産できますが、短いものには向いておらず、直径も最大で450mmぐらいまでしか加工できません。 |
| 切削 | 〇 | 〇 | 〇 | × | シームレスで精密なパイプを製作できますが、削って捨てる部分が多いため材料コストが高くなってしまいます。 |
極厚ロール曲げ+切削加工

最終的には切削加工で精密に仕上げる必要があるとしても、削る量が減ればコストダウンに繋がります。極厚ロール曲げと溶接で必要最低限の削り
しろがある厚板円筒素材を作り、それを切削加工で仕上げることにより低コストと高精度を両立可能です。
厚板の溶接不良を防ぐためには開先加工が重要となります。
弊社では回転チップ式の開先加工機や自動グラインダーを駆使して最適な開先加工を行います。
自動化によるコスト削減

メーカー先端技術の導入によりベンディングロールの自動化を実現いたしました。
同じ形状を多数製作する場合に特に大幅なコストダウンが可能です。
作業者の熟練度に依存することなく安定した品質で低価格な製品をご提供できますので、ぜひご検討ください。
( できる限りお客様のコスト削減に貢献するため、既存の設備に最新の制御装置を追加することで導入費用を抑えております。)
極厚ロール曲げ加工実績表(目安)
| 板厚 (肉厚) |
板幅(パイプ長) | ||
| 100 | 300 | 500 | |
| 20 | Φ300 | Φ300 | Φ300 |
| 30 | Φ350 | Φ350 | Φ350 |
| 40 | Φ400 | Φ450 | Φ500 |
| 50 | Φ450 | Φ600 | Φ650 |
| 60 | Φ500 | Φ700 | - |
| 70 | Φ800 | - | - |
